- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

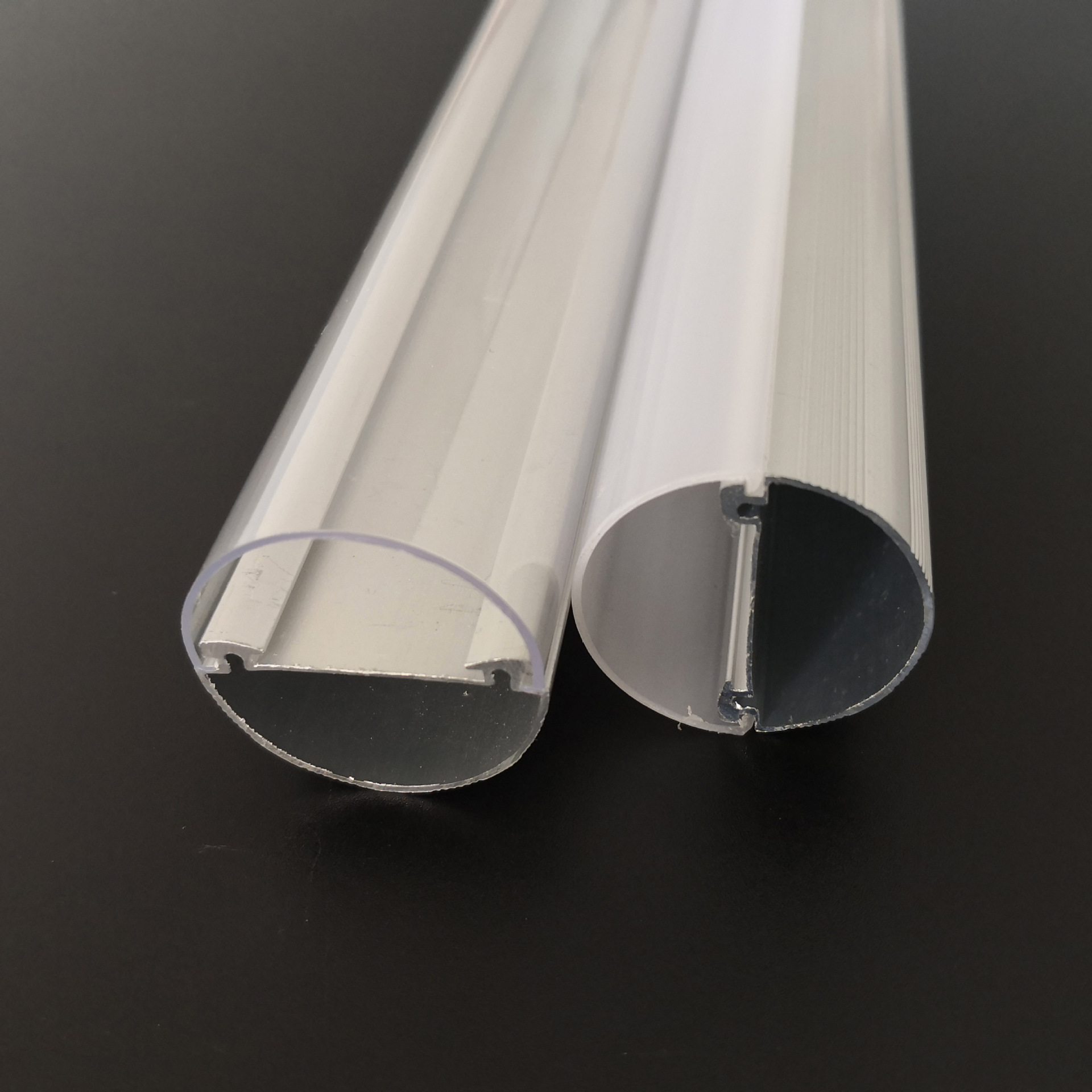
Искуство у производњи ПЦ екструзије
Превентивне мере:
1. Када је притисак убризгавања висок, температура у епрувети је превисока или је време задржавања дуго, лако је изазвати термичко разлагање, промену боје и ниже физичке особине. Треба напоменути да је температура калупа 85°Ц~120°Ц. (1) Контролисати влагу испод 0,02%; (2) Сушити на 120°Ц 4 сата и не прелазити 150°Ц.
2. Посебно је тешко формирати дебеле готове производе, јер су готови производи склони заосталом напрезању, што ће у будућности изазвати пукотине, па је боље користити силикон у праху као средство за одвајање уместо течног средства за одвајање.
3. Формирање захтева високу температуру и висок притисак, а мора се користити шатл за формирање пужног типа.
4. Материјал треба потпуно осушити пре употребе.
5. Дизајн капије и клизача треба да има мали отпор протока.
6. Обликовани производ треба да буде дизајниран са дебљином која је близу зида, а металне делове треба избегавати. Штавише, нагиб увлачења мора бити изнад 2°.
7. Стопа скупљања калупа 0,4%~0,7%, специфична тежина 1,2~1,5.
8. Температура грејања 230~310℃, температура калупа 80120℃, температура цеви материјала 260~310℃, температура материјала за избацивање 280~320℃, притисак убризгавања 800~1500кг/цм2, минимална радна температура 260°Ц.
9. Користите сушач за одвлаживање, температура сушења је 105 ~ 120 ° Ц (испод 0,02 ~ 0,03%), потребно је 24 сата, температура првог дела цеви материјала је 260 ~ 270 ° Ц; друга секција је 260~270°Ц; трећи део Прва фаза је 240~250°Ц; четврти степен је 220~230°Ц; температура површине калупа је 40~60°Ц. Подешавање температуре: млазница 230~300℃, предњи део 260~280℃, средњи део 265~275℃, задњи део 250~270℃; Брзина завртња 40~160рпм, температура калупа 80^120℃, притисак убризгавања 1000~1400кг/цм2, Повратни притисак 5-15кг, однос компресије вијка 2,4, Л/Д 15~24.
ЈЕ је професионални произвођач ПЦ екструзије у Кини,
За више производа за екструзију рачунара, погледајте: ввв.јеледпрофиле.цом
Такође можете контактирати: салес@јеледпрофиле.цом
Тел/Вхатсапп/Вецхат: 0086 13427851163
Претходна:Особине сировина за екструзију ПЦ-а