- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Други услов екструзионог пресовања -- анализа пресека и услови процеса
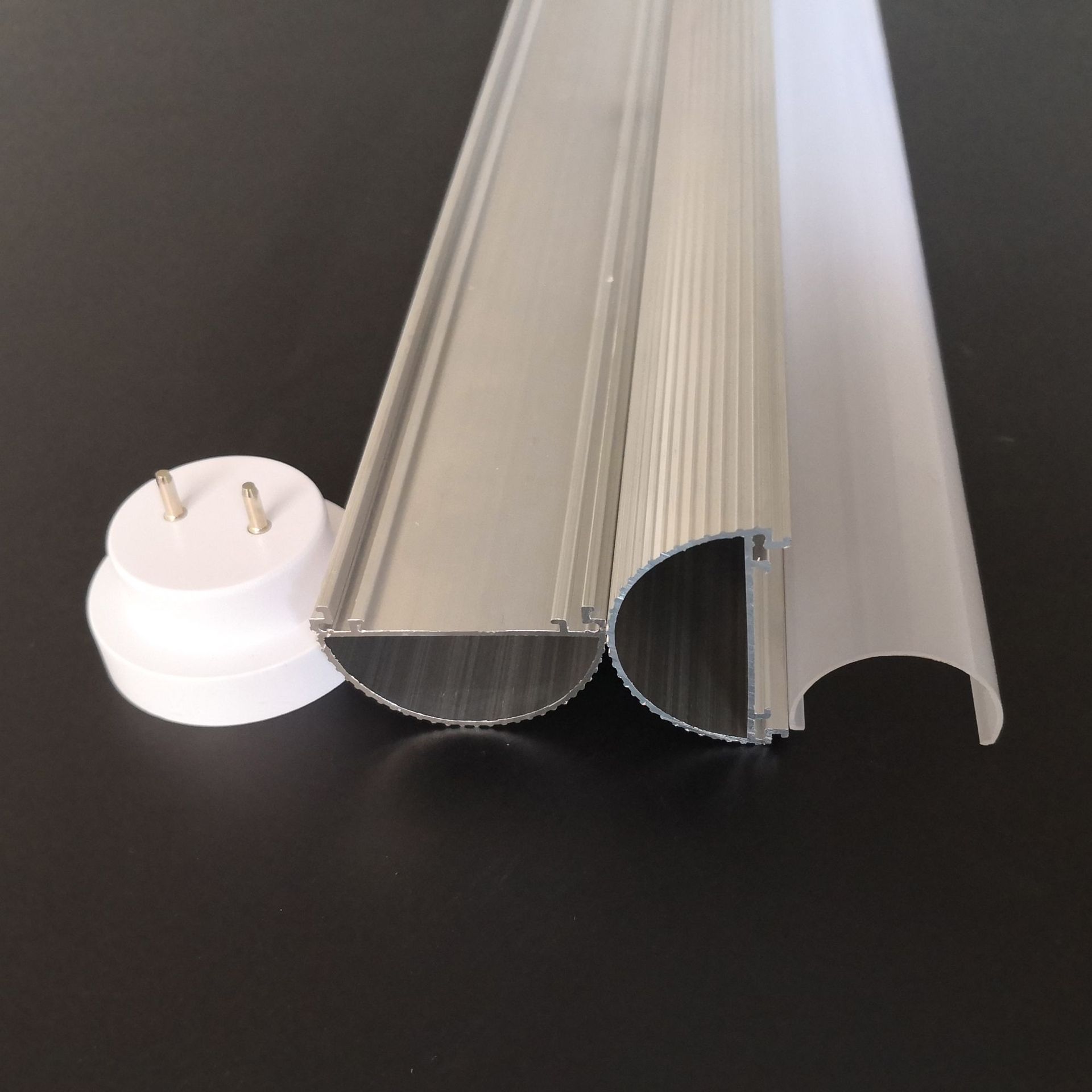
Циљни профил припада профилу типа навојне кутије, који се углавном користи у оквиру цевовода за заштиту каблова и жица. Овај одељак укључује једну руку и шупљину, што је репрезентативно. Иако је структура релативно једноставна, генерално постоје високи захтеви за равност и осветљеност спољашње површине једног крака, а због велике ширине, апсолутна вредност скупљања једног крака је релативно велика. Стабилни ефекат хлађења је веома лако изазвати заглављивање и блокаду калупа, што отежава отклањање грешака и производњу. Главни параметри производа су следећи: брзина производње≥1,5 м/мин, толеранција дебљине зида±0,1 мм, толеранција облика±0,2 мм, тежина метра 1,48 кг/м±2%.
Комбиновањем параметара перформанси пресека и материјала, главни параметри процеса производње могу се прелиминарно подесити на следећи начин: температура вијка 85°Ц; Притисак је 25 МПа; температура прикључног тела је 220°Ц; температура у зони 1 калупа је 220°Ц, а температура у зони 2-5 је 230°Ц; степен вакуума главне машине је -0,06 МПа.
ЈЕ је фабрика специјализована за производњу пластичне екструзије, за више детаља погледајте:
Или контактирајте:салес@јеледпрофиле.цом
Тел/Вхатсапп/Вецхат: 0086 13427851163